Para entender imagine o seguinte cenário:
O primeiro setor finaliza sua demanda e envia para o próximo, entretanto este ainda não está pronto para receber o material e dar continuidade ao processo, o que gera estoque de nesta intersecção.
Enquanto isso o terceiro setor está ocioso aguardando a demanda do segundo para então poder finalizar a produção.
Parece familiar para você?
O que acabamos de descrever é uma linha de produção desequilibrada resultante de uma gestão ineficiente dos tempos.
Sim, você leu certo, “tempos” no plural.
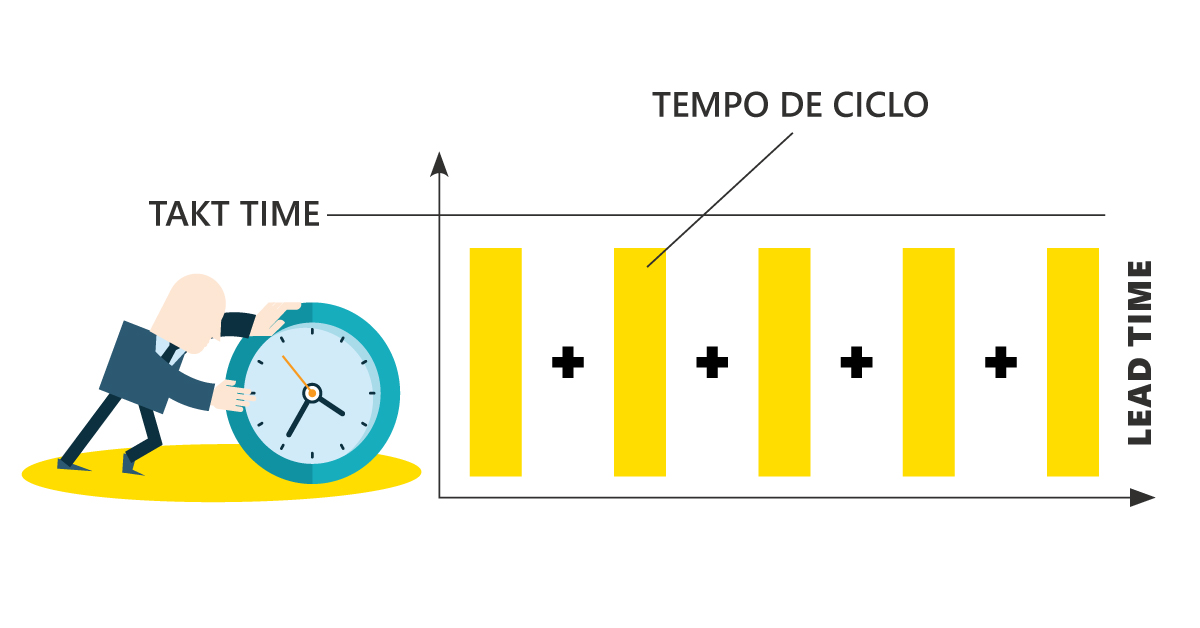
Isso porque quando falamos em linha de produção, existem pelo menos 3 classes de tempo e é aqui que respondemos a pergunta inicial deste texto:
Tempo de Ciclo = Tempo de cada etapa de produção
Lead Time = tempo total da produção
Takt Time = Ritmo da produção (como as batidas de um compasso musical)
A consciência do tempo na linha de produção e essas nomenclaturas para cada classe de tempo surgiu com a Lean Manufacturing, uma metodologia de gestão desenvolvida no japão pela Toyota nos anos 50 com o objetivo de potencializar a produtividade industrial por meio da eliminação de desperdícios e aplicação de práticas de melhoria contínua.
Garantir uma linha de produção livre do acúmulo de estoque e de mão de obra ociosa exige que todos estes tempos sejam equivalentes e equilibrados um em relação ao outro.
A linha de produção deve ser como uma orquestra ou como o sistema de trânsito. Tudo deve acontecer de forma fluída, compassada e no tempo certo para evitar atraso dos prazos, queda na produção e baixa qualidade de serviços.
...
Gostou deste conteúdo? Compartilhe nas redes sociais.
Baixe nosso e-book 17 Ferramentas de Lean Manufacturing clicando na imagem abaixo!